




Life-Cycle Costs of Sealless Pumps, Baseplate Designs & Slurry Pump Impellers
Q. What are some factors to consider when conducting a life-cycle cost evaluation for a sealless rotary pump?
A. There is a substantial first-cost premium for sealless rotary pumps. Depending on the type, this cost is a multiple of a similar pump with a conventional mechanical seal. A magnetic drive pump’s expense is primarily associated with the cost of the magnets required to transmit torque.
Sealless pumps may be selected for many applications based on a life-cycle cost analysis. Each application is subject to individual review, but general areas that may be considered in a life-cycle cost analysis are:
Negative for sealless pumps
Initial capital cost
Additional instrumentation, if required
Lower drive efficiency
Variable cost elements based on user experience
Cost of maintenance differential (numerous surveys have shown mechanical seal failure to be the primary cost of pump maintenance)
Cost of production loss associated with system reliability
Reduced cost of instrumentation compared to complex seal systems
Positive for sealless pumps
Monitoring exemption for fugitive emissions under the Clean Air Act
Cost of liquid disposal as a result of seal failure
Risk associated with personnel or fire incident loss
Cost of alternate sealing systems to meet environmental emissions control requirements, such as double-seal and compliance
Value of extended operating periods between unit turnaround
Space reduction when compared to complex seal systems
Cooling water costs
Economics may initially be difficult to assess until operating, maintenance and monitoring expense experience has been gathered. Records of these considerations are valuable to the pump selection process.
Q. What are some baseplate designs and considerations for rotodynamic pumps?
A. Baseplate designs for rotodynamic pumps include the grout type and the non-grout type, among others. The grouted baseplate is designed to allow grout to be poured under the base. The grout placed inside the base contributes to the baseplate’s installed rigidity and damping. See Figure 1.3.8.2.1a.
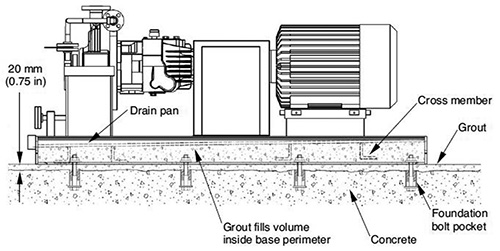
Figure 1.3.8.2.1a. Grouted baseplate, fabricated steel
The cross members used on this type base are normally designed to lock into the grout to further resist baseplate deflection or vibration. Typically, the cross-member geometry chosen to achieve this is an L-section (shown in Figure 1.3.8.2.1a), a T-section or an I-section.
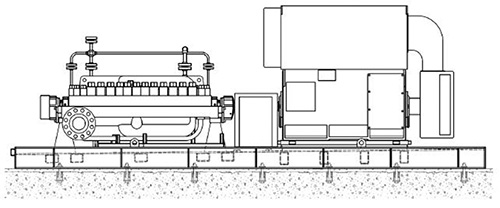
Figure 1.3.8.2.2. Non-grout baseplate
If the baseplate is a closed design (for example, grout cannot be poured inside the baseplate perimeter because of the presence of a drain pan or deck plate), then grout holes must be provided to allow the grout to be placed inside the base.
The grout used may be either cementitious or epoxy-based. The surface preparation required for a baseplate to successfully bond to the grout is different depending on which grout will be used. Therefore, the vendor and customer must agree in advance which type grout will be used.
The baseplate in Figure 1.3.8.2.1a is typical of a fabricated baseplate. Cast-iron baseplates are another example. The ability to integrally cast in features—such as bracing, grout holes and sloping surfaces—provides a highly functional and economical solution for many applications.
The non-grout baseplate is placed directly on a foundation without the use of grout to fill the interior of the base to lock it to the foundation. Because of the loss of stiffening normally provided by the grout, non-grout bases must typically be structurally stiffer than comparable grouted bases.
Cross members do not need to lock into the grout and, therefore, may be selected on the basis of providing the best stiffening effect. For this reason, hollow rectangular sections are often used in this design. The advantage of this design compared to a grouted design is simplified installation.
The structural design must be stiffer than an equivalent grout-type base. Additionally, the structural natural frequencies must be separated from any equipment operating frequencies. This is because the stiffening and dampening effects of the grout are not available.
The non-grout type is often used in offshore installations in which the mass of grout and concrete must be avoided. This type can be provided for all types of rotodynamic pumps. (A multistage, axial-split, between-bearings pump is illustrated in Figure 1.3.8.2.2).
For more information about other baseplate designs—including pre-grout, sole plate and freestanding—see ANSI/HI 1.3 Rotodynamic (Centrifugal) Pumps for Design and Application.
Q. What kinds of impellers are used in slurry pump applications?
A. Both semi-open and closed impellers are used in slurry services. The control of leakage into suction is usually accomplished with a combination of clearing or expelling vanes on the impeller and close axial clearances. Because these axial clearances increase with wear, pumps should be arranged to allow simple clearance adjustments to maintain performance. Close radial clearances wear quickly when solids are present and cannot be easily corrected with external adjustment and should only be used on low concentrations of fine slurries. An axial clearance arrangement between the impeller inlet diameter and liner is common for providing leakage control for high-wear services.
Impeller attachment methods vary by manufacturer and service requirements. Different bolted designs and threaded designs are used successfully. When pumping highly abrasive slurries, the impeller attachment should be protected from wear to optimize life. An internally threaded impeller is typically used in high-wear services for this protection.
Balancing requirements for slurry pump impellers are different than those for clear liquids. An impeller balanced for clear-liquid service is expected to remain substantially in balance for most of its operating life. As a slurry pump impeller wears, it will naturally begin to change its balance because of the erosion of the metal along the wear surfaces. As a result, the bearings and shafts in a slurry pump must be designed for a large amount of impeller unbalance.
In general, slurry pump impellers will be balanced to a lesser standard (higher residual unbalance) than a clear-liquid impeller. The levels of residual unbalance allowed are determined by the manufacturer and are based on a number of operational and design factors.